An umquam consideravisti quid operatores in area fabricae re vera sentiant, cum eligerent centrifuga trahens saccos ? Cum tabulae specificationum et libelli proprietates describant, vix umquam totam historiam narrare possunt. Illae perspicientiae quae re vera efficacitatem productionis afficiunt, tam positive quam negative, directe a recensionibus usorum et responsis ex experientia proveniunt. Per sectores ut pharmaceuticus et elaborationem chimicam, periti experiences apertas de hac specifice technologia separationis communicant. Videamus themata communia eorum responsorum, ut intellegamus quid vere intersit ad efficacitatem, fidem et operationem cotidianam.
Pro fabricantem sicut Huada, in solutionibus separationis specializantem, haec inputio usoris pretium incalculabile habet. Directe docet de emendationibus designandi et melioribus servitiis. Perpetua intentio ad solvenda praesentia disrumpendi solidi a liquido significat audire usores extremos non modo utile esse—sed necessarium. Quid ergo dicunt usores?

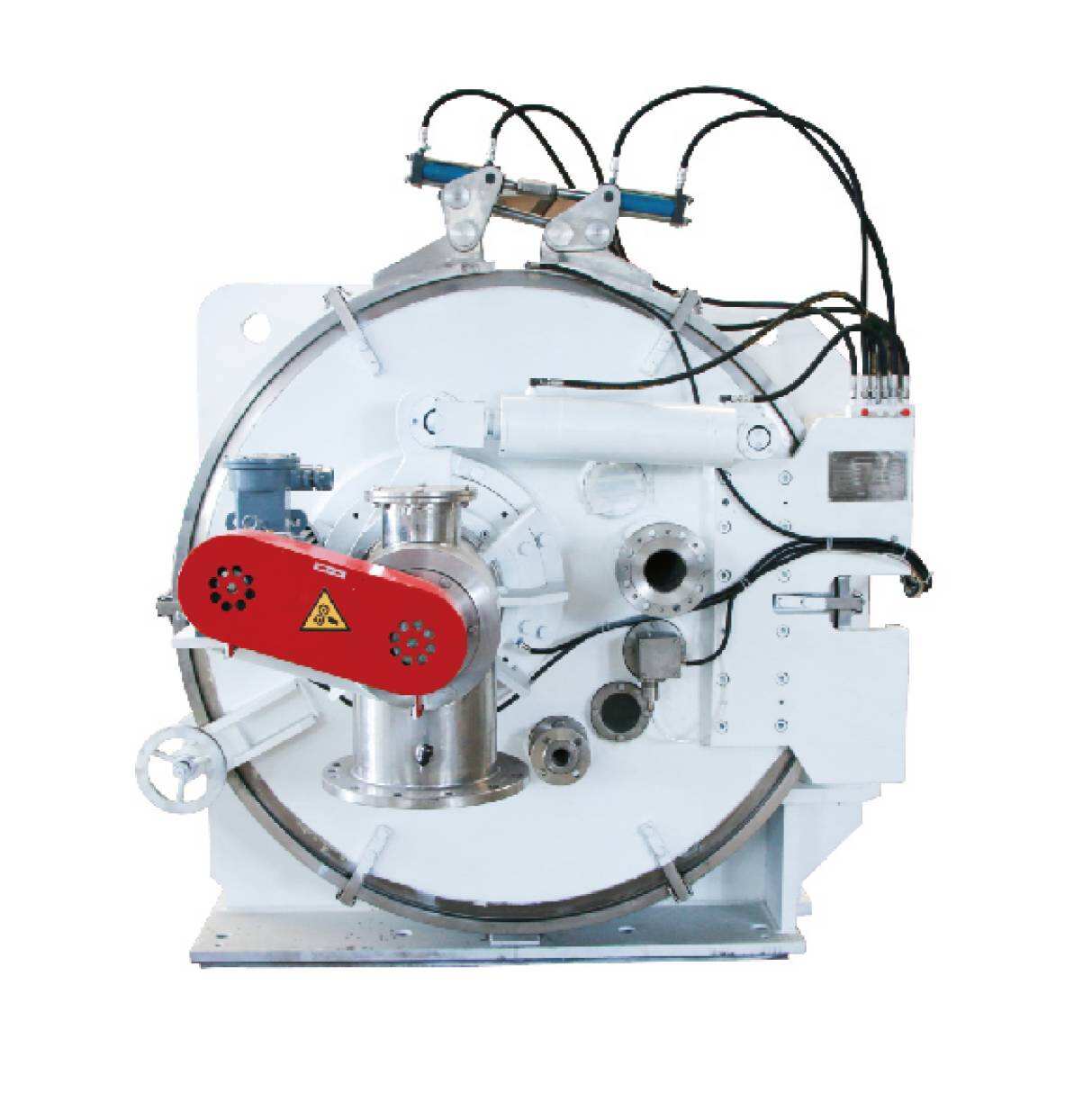
Tema dominans in commentariis usorum efficienciam manti et tutelam operatorum indicat. Designis fundamentalis centrifugae trahentis saccum, ubi solida separata intra saccum tunicatum continentur ad tollendum, laudatur constanter. Haec maxime probatur in industriis quae materia periculosa, toxica, vel altitudinis puritatis tractant. Praefectus productionis in chimicis specialibus notavit: "Continentia cibi in sacco antequam aliquis tractatus fiat, expositionem operatoris drastice minuit et purgationem simpliciorem reddit. Tempus mutationis partus nostri per batch sensibiliter minuit." In applicationibus cibariis et pharmaceuticis, usores utilitatem pro imperio contaminationis commendant. Simplicitas mechanica comparata systematis aratrum automatorum etiam pauciora puncta defectus significat, quae operatores directe cum maiori firmitate diuturna et minus interruptionibus non praevisis coniungunt.
Usus saepe laudatur propter systematis versatilitatem. Commentaria ostendunt has centrifugas efficaciter tractare latissimum ambitum materiae, praesertim earum quae sunt fibrosae, tenaces, vel totalem recuperationem producti requirunt. Communis recensio a fabricante intermediomm pharmaceuticalium dicit: "Eadem machina multa diversa producta tractat. Systema sacci permittit munda commutationes sine periculo contaminationis transversae. Pro minoribus nostris partibus, quae magni pretii sunt, perfectam separationem et totalem recuperationem reddit." Haec aptabilitas necessaria est ad instituta quae non continuo unicum productum magnum exercent. Possibilitas eligi diversos materiales sacci vel interni qui ad necessitates speciales chemicas vel filtrationis idonei sint, aliam facultatem practicam addit quam operatoribus placet.
Saepe operarii laudant altum gradum imperii et perspicientiae quem systema praebet. Possibilitas processum oculis consequi tumque tortam solidam in saccello directe inspicere celerem, palparemque informationem adfert. "Veram quidem perceptionem efficiendi habes," ait technicus in fabrica mineralium tractandorum. "Consistens torti et humiditas simul visae, cum saccum extrahis, statim te sciunt an partita intra normas sit. Id commutationes celeres permittit." Quanquam hoc plus manuale opus requirit quam systema plene automatum, multi hanc rem optant, praesertim cum materiae mutabiles vel criticae tractantur, quod eos potestatem dat qualitatem constantem assecurandi.
Res integra continet considerationes practicas ad emptores potenciales. Punctum saepissime allatum est labor manualem in abstergendo sacco. Quanquam simplex, remansit opus physicum quod requirit procedura apta, praesertim cum machinis maioribus vel densioribus cibariis. Usus subtilitatem designandi ergonomicae circa aream accessus sacci et plenam doctrinam operatorum necessariam esse affirmant. "Equidem certus esto ut grex tuus peritus sit in protocollo tuto tollendi et tractandi," inquit magister a fabrica colorum. "Est simplicissimum, sed recte faciendum est semper pro salute et efficacia."
Alius constans disputationis locus est ipsa saccus consumibilis. Usuarii praestantiam, ducatum et constantem suppeditationem saccorum internorum esse ad satisfactionem diuturnam necessarios notant. Iuncturam cum suppeditatore qui fideles, alti quaestus saccos variis applicationibus aptos offert saepe ut clavem commemoratur. Alii usuarii costum continuam et rationem inventarii horum consumibilium esse factores importunos ad aestimandum contra inferiorem primum pretium machinae et simplicitatem operationalem dicunt.
Vocem collectivam e planitie fabricae esse claram: centrifuga trahens saccos esse solutionem robustam et fidam pro applicationibus bene aptis. Eius virtutes maxime apparent in processibus per batch, operationibus quae continentionem altam vel puritatem producti requirunt, et in locis ubi simplicitas mantiionis et adaptabilitas sunt prioritates. Usuarii constanter referunt eam separationem firmam per mechanismum simplicem et facile intellectu praebere.
Pro fabricante ad maiores separandas machinas aptandas deditum, haec directa dialogus necessaria est. Utilitatem designis confirmat et praecisas emendationis partes indicat. Laudes positivae de continente, celeritate commutationis, et flexibilitate cum missionibus congruunt solutiones clientes responsivas praebendi. In summa, usoris commentaria confirmant, ubi requisita processus suum profectum consequuntur, sacculorum tractionem centrifugam ut firmum et versatilem operarium esse qui tuto ac efficaciter productionis cursum servat.
 Nuntiae Calidae
Nuntiae Calidae
Copyright © 2025 Jiangsu Huada Centrifuge Co., Ltd. Omnia Jura Servata Politica Privata
Via Qigan 88, Vicus Yangshe, Civitas Zhangjiagang, Provincia Jiangsu, Sinarum
Copyright © 2025 Jiangsu Huada Centrifuge Co., Ltd. Omnia Jura Servata Politica Privata
 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 IS
IS
 LO
LO
 LA
LA
 MN
MN
 MY
MY
 KK
KK
 UZ
UZ
 IT
IT