EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 IS
IS
 LO
LO
 LA
LA
 MN
MN
 MY
MY
 KK
KK
 UZ
UZ
 IT
IT



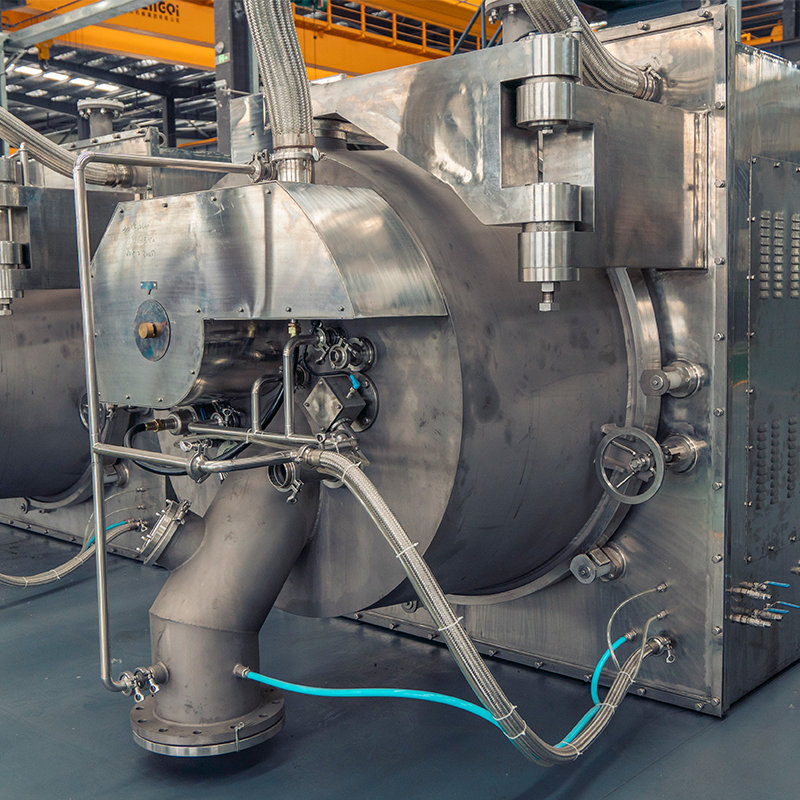


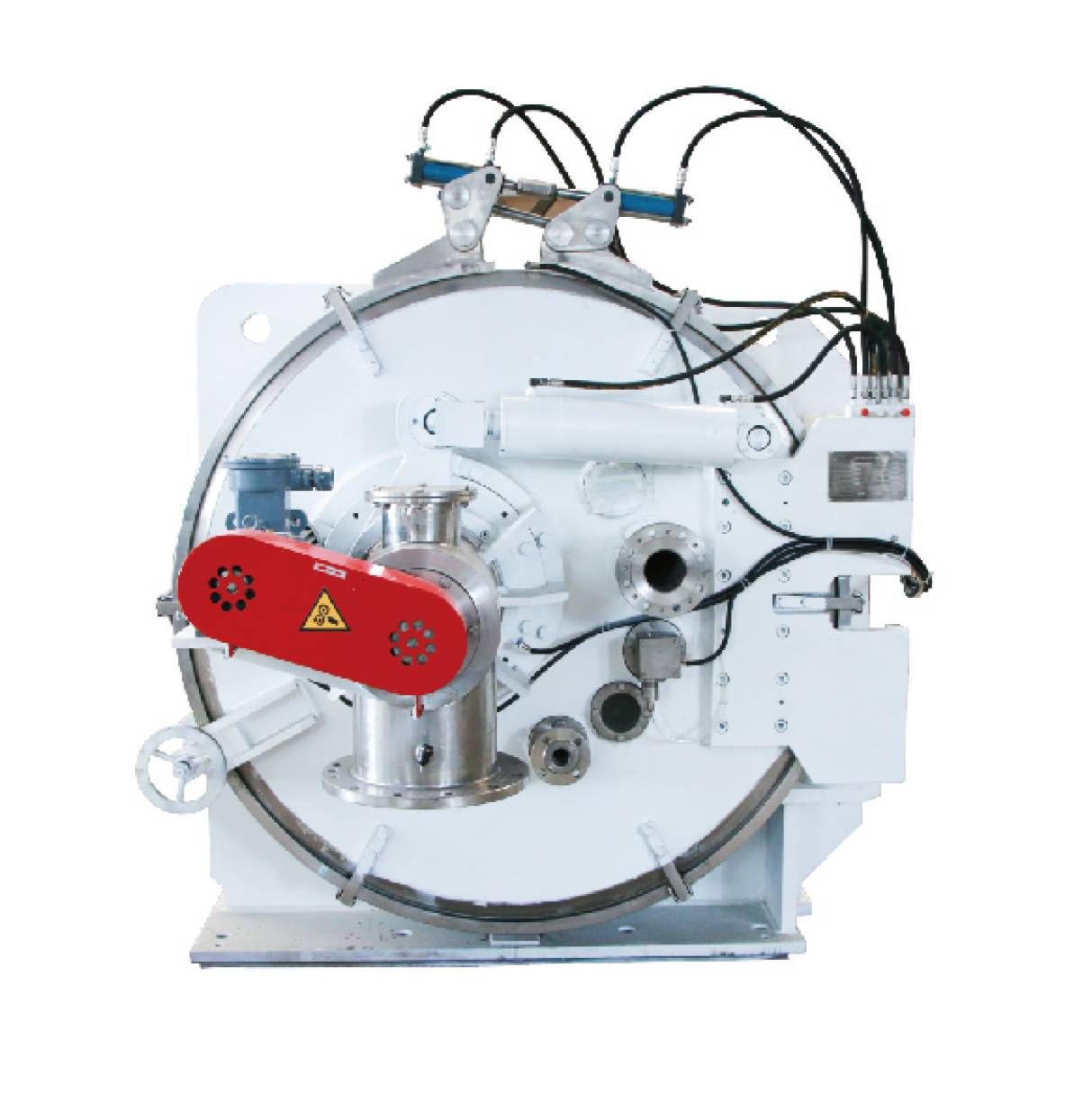
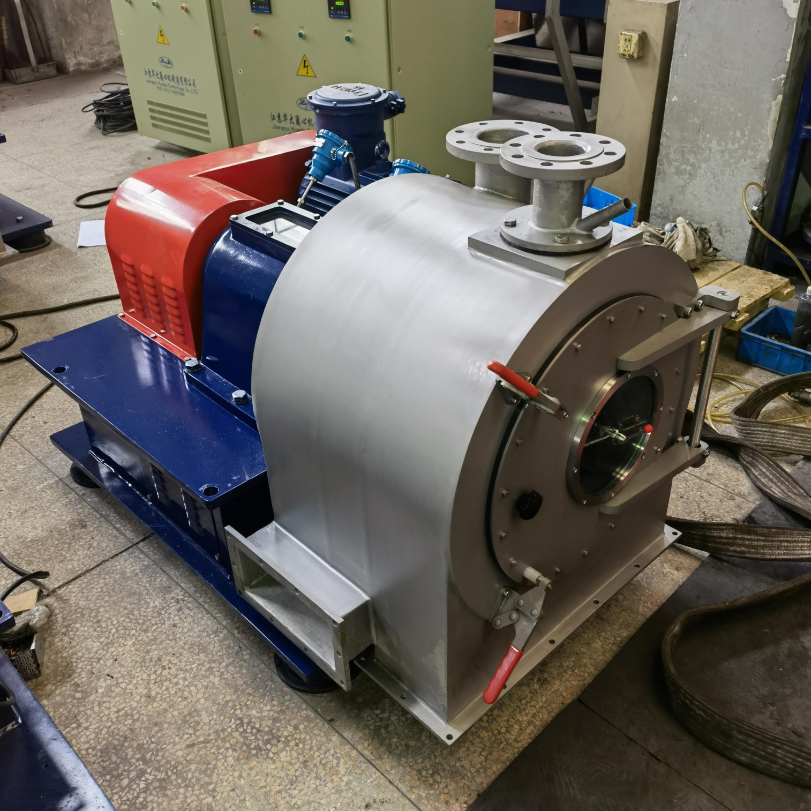
Sludge Dewatering Decanter Centrifuge for Efficient Waste Management
Discover the pivotal role of decanter centrifuge technology in optimizing waste management by enhancing efficiency, reducing environmental impact, and cutting operational costs. Explore its applications across industries and forthcoming technological advancements.
View More