 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 IS
IS
 LO
LO
 LA
LA
 MN
MN
 MY
MY
 KK
KK
 UZ
UZ
 IT
IT
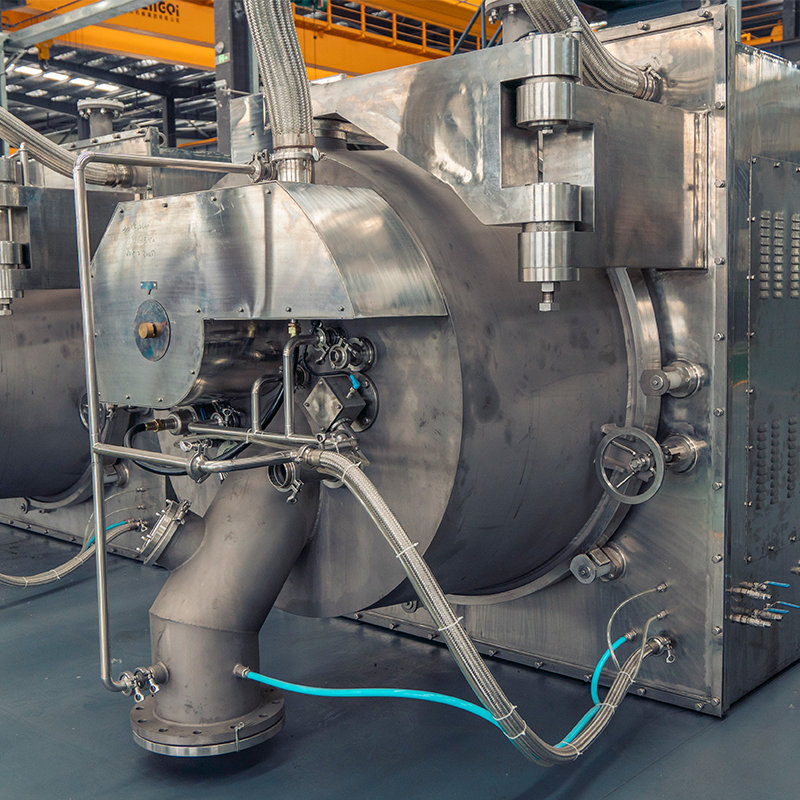



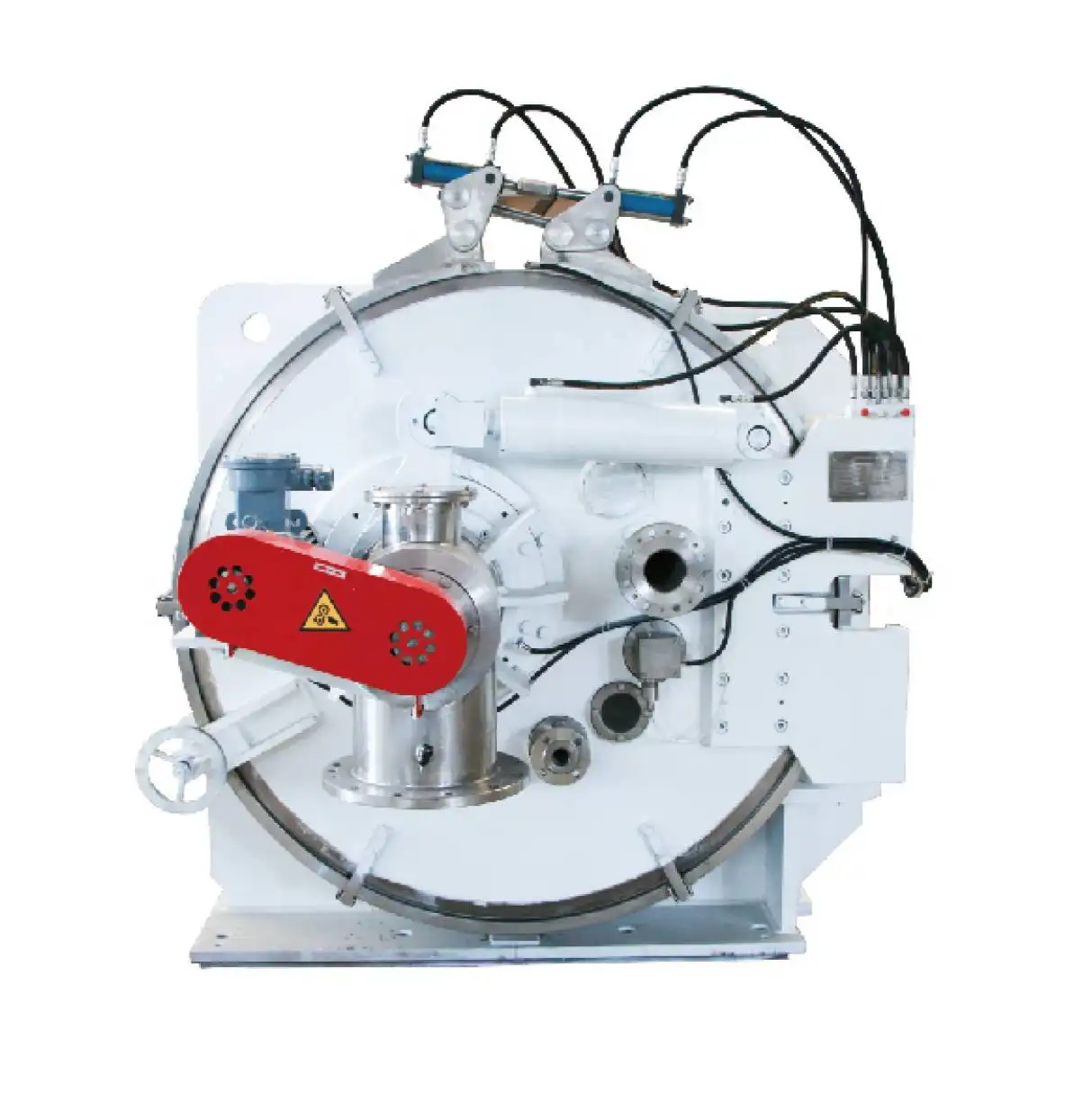
Industrial Filtration Centrifuge Solutions for Better Separation
Industrial Filtration Centrifuge Solutions: Enhance separation efficiency in various industrial processes.
View More


03
Dec
09
Dec
26
Mar
23
Apr
Copyright © 2025 Jiangsu Huada Centrifuge Co., Ltd. All Rights Reserved Privacy policy
No. 88 Qigan Road, Yangshe Town, Zhangjiagang City, Jiangsu Province, China
Copyright © 2025 Jiangsu Huada Centrifuge Co., Ltd. All Rights Reserved Privacy policy