EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 IS
IS
 LO
LO
 LA
LA
 MN
MN
 MY
MY
 KK
KK
 UZ
UZ
 IT
IT


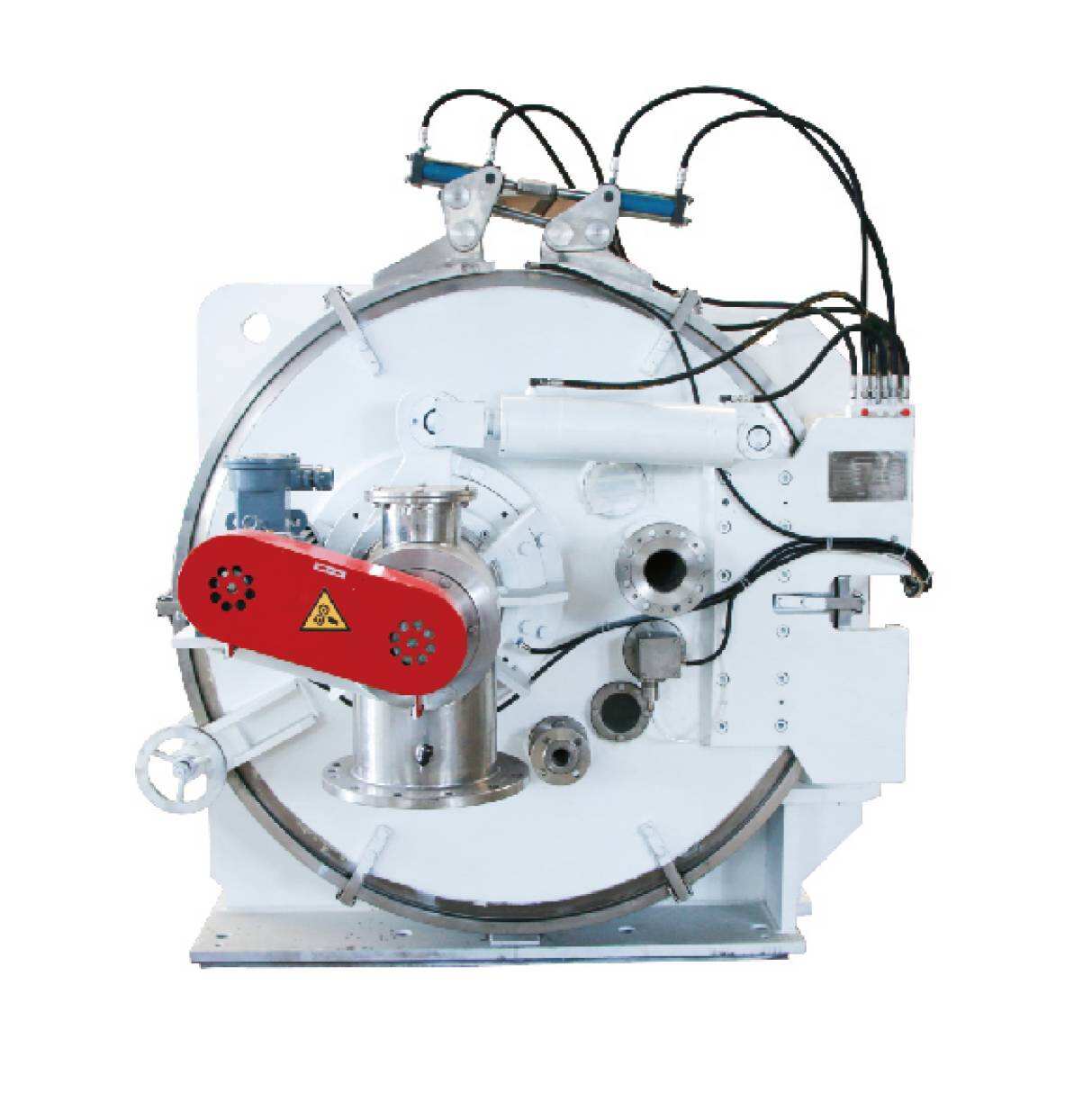



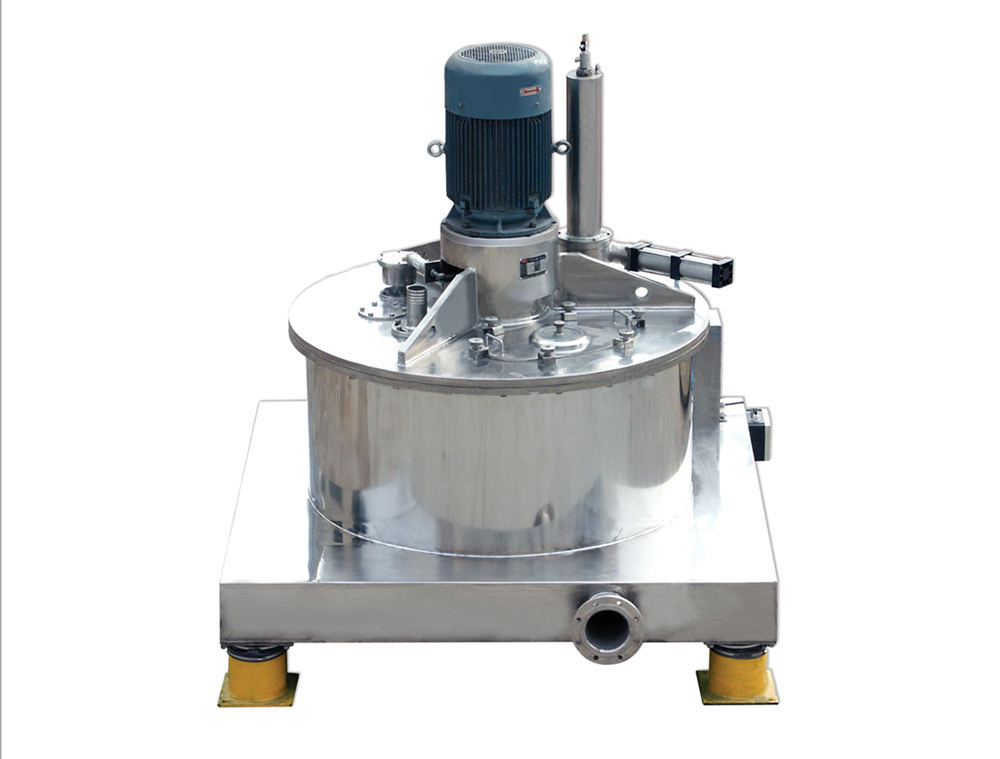
Are Vertical Top Discharge Centrifuges Suitable for Your Application?
Discover the key features of vertical top discharge centrifuges in this comprehensive article, including GMP compliance, CIP cleaning systems, gentle material handling, and industrial applications such as pharmaceutical and food processing. Learn about technical specifications and operational considerations for optimal performance and efficiency.
View More