 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 IS
IS
 LO
LO
 LA
LA
 MN
MN
 MY
MY
 KK
KK
 UZ
UZ
 IT
IT




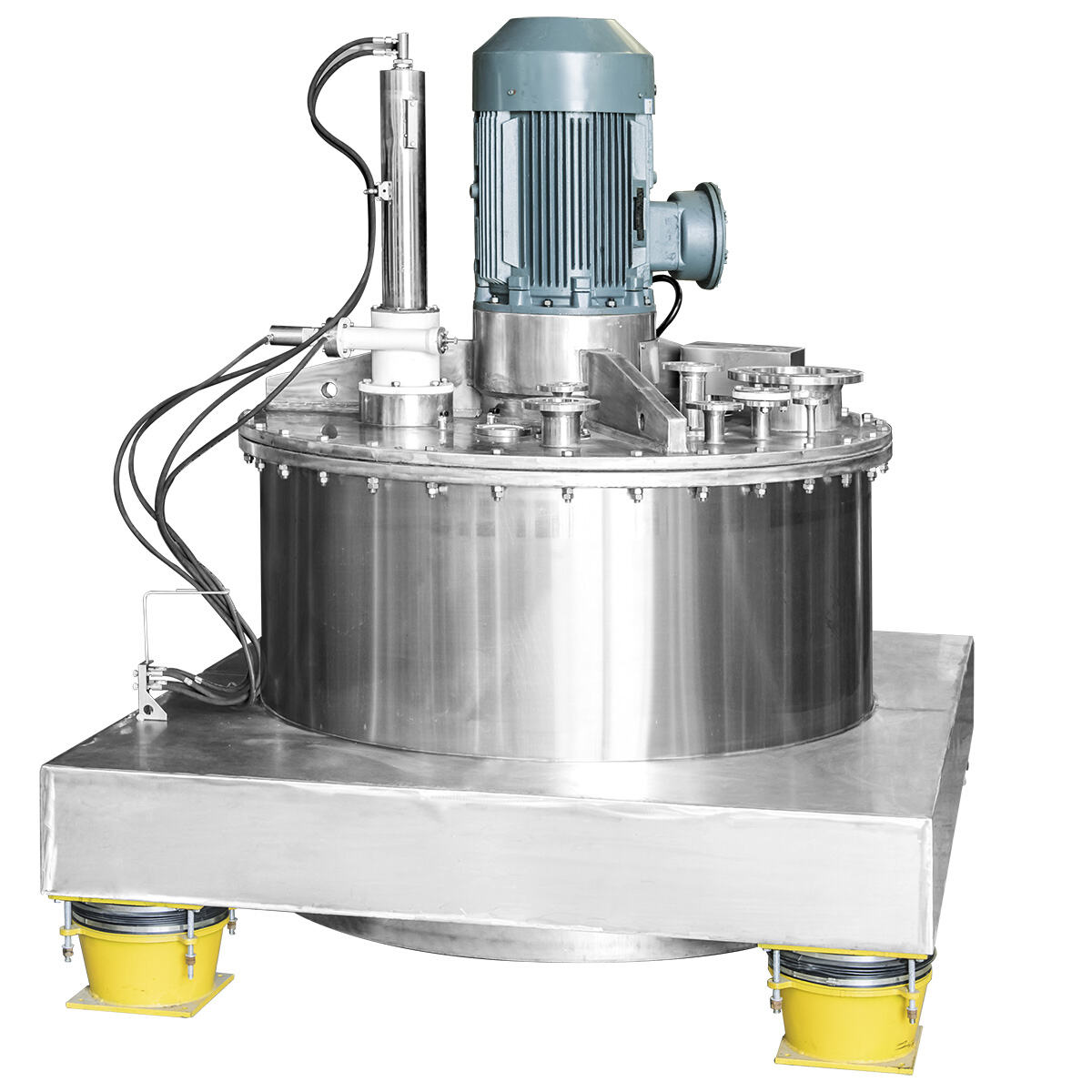
Auto Discharge Centrifuge Technology for Seamless Processing
Streamline your processing with auto discharge centrifuge technology. Boost efficiency, save time, and enhance product quality.
View More


25
Nov
28
Nov
02
Sep

Copyright © 2025 Jiangsu Huada Centrifuge Co., Ltd. All Rights Reserved Privacy policy
No. 88 Qigan Road, Yangshe Town, Zhangjiagang City, Jiangsu Province, China
Copyright © 2025 Jiangsu Huada Centrifuge Co., Ltd. All Rights Reserved Privacy policy