One of the most important, yet difficult, tasks that must be done across multipe industries, including wastewater treatment, chemicals, food, and renewable energy, is the process of separating solids from liquids. The methods available have been used for decades, and have been slow, inefficient, or labor-intensive. Batch processes caused bottlenecks, filter press cakes. Settling ponds have been a huge waste of time and space. Engineering has, however, provided an answer to these problems with a more powerful, continuous, and flexible technique: the decantaing centrifuge. This machine does more than just perform a basic separation. It goes on to improve the process efficiency in a way that positively affects the costs. It is a silent optimizer that is transforming process problems into operational positives. It gives the separation that used to cause problems with new, neglected methods and separation with the use of centrifugal force, in a way that leaves no available buoyancy. Understanding how it does this is essential to improving effectiveness and productivity in the more cost-effective tasks of a separation with high dense liquids and solids.

One of the most profound ways a decanter centrifuge improves efficiency is by completely changing the working rhythm of the operation from a stop-and-start batching process to a seamless continuous flow. Older methods like filter presses or settling tanks work in a cycle: fill, run process, discharge, clean, run process, repeat. Every transition in the cycle is a dead time for the process. Each time a labor force is needed to cycle the control, discharge the solids, clean the system, and wait for the next batch. This cycle creates an inefficiency and limits throughput.
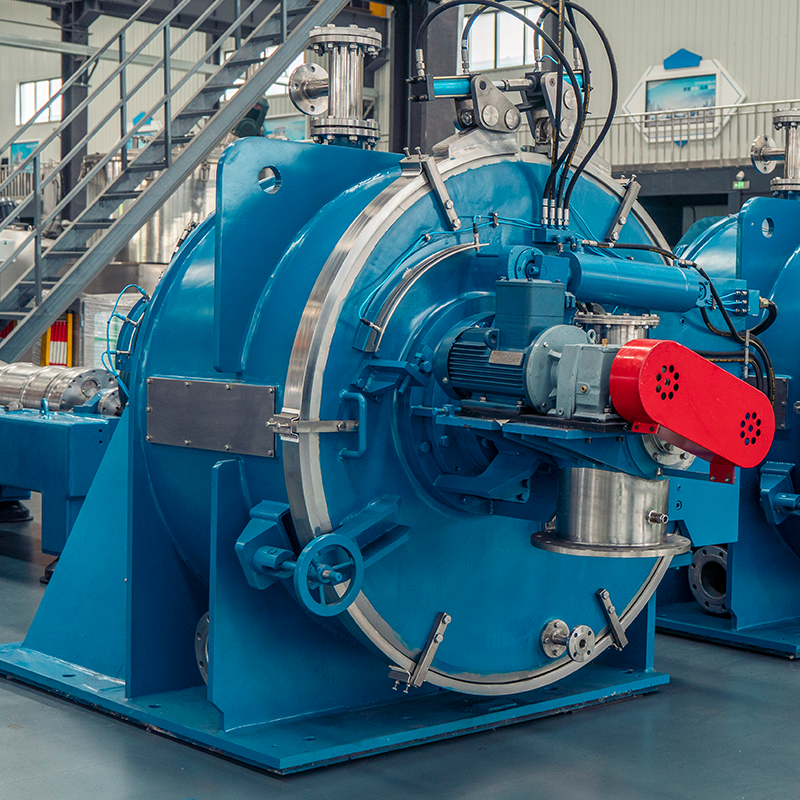
A decanter centrifuge is different. They are engineered for continuous processing. Feed slurries are pumped in without interruption, and because of the internal configuration involving rotating screws in a rotating bowl, two streams are discharged without interruption: clarified liquid centrate, and dewatered solid cake. This ability to operate 24/7 is a continuous processing game changer. The downstream process now receives continuous and predictable material. No longer are there inherent batch processing wait times, maximizing the utilization of both the decanter centrifuge and the facility. As the centrifuge actively separates material, production capacities increase. Thus, decanter centrifuges are reliability multipliers, transforming process bottlenecks into continuous, streamlined productive systems.
Efficiency means more than just the pace and quantity of something. It also means the consistency and quality. Inconsistent separation creates loss of product, quality control problems, and unnecessary costs involved with more processing and disposal. This is one of the areas where the decanter centrifuge stands out. Its efficiency is not only measured in tons per hour, but also in the dryness of the cake and the clarity of the centrate.
A decanter performs at different levels depending on the specs set by the end user. To create specific performances, users control the rotational speed of the movement of the bowl, speed at which the bowl moves in relation to the conveyor, and the depth of the liquid in the bowl. Each of these settings can be adjusted, and with the right combinations, the user's needs can be attained, such as producing a dry cake in order to minimize disposal costs, or obtaining highly clarified centrate to enable water re-use or to satisfy strict legal discharge requirements. Everyone piece of material processed comes out at the same high quality. The separation functionalities of a decanter centrifuge are too good and too consistent to not be a primary candidate for quality assurance.
There is no doubt that modern process plants aim for full automation. Why wouldn't they? They decrease human error and labor costs while enabling more accurate and data-driven control. The decanter centrifuge brings automation to another level efficiency-wise. Unlike manual filter presses and labor-dependent methods, a decanter can run for long times without needing significant operator involvement.
Once you set the right parameters for the feed, the centrifuge really can run on its own. Many integrated sensors can take real-time readings on vibration, bearing temperature, and torque. This data can be sent to the central control for predictive maintenance, eliminating failures from breakdowns. Also, the continuous discharge of solid and liquid can be routed with no effort to the next process with the use of pumps and conveyors. This automation goes far beyond the basic functions of the system. If the feed composition changes, the advanced control system can change the control parameters of the centrifuge, ensuring optimum performance regardless of incoming feed. The decanter centrifuge eliminates the need for manual labor for the separation process. The result is the need for more skilled personnel to do monitoring, maintenance, and supervision. The roles shift from manual operation to strategic control.
First and foremost, the overall efficiency gained from utilizing a decanter centrifuge also expands into additional operational and environmental efficiencies gained from the process line. It is certainly an investment that pays out on multiple fronts. For starters, let's think about space. One decanter centrifuge, owing to its relatively small footprint, can often replace several filter presses, or large settling tanks, thereby relieving floor space that can be used for other purposes or allowing for a more compact design of the plant.
Now let's turn our attention to the resources. A decanter producing a dryer solid cake fundamentally drives the reduction of volume and waste weight when it comes to disposal. This leads to a decrease in haulage and landfill costs. On the other hand, the clear liquid output often makes it possible to recycle the water back into the system, or safely discharged, thus conserving the fresh water resources. From the Others and Energy Consumption standpoints, a centrifuge, while consuming some power, overall system efficiency is often better. It eliminates the energy costs of heating filter media, running large sludge pumps to far-off ponds, or the repeated mechanical movements of batch processes. Chemically, it is more environmentally friendly, using less than filters and clarifiers, which require flocculants, and reducing the risks of spills and leakage from open evaporation tanks or manual handling. All in all, decanter centrifuges provide better, leaner, and sustainable operations. It results in a positive environmental impact from a system working smoothly and efficiently, providing financial benefits to the operations, and showing that smart engineering is positive for the economy and the planet.
 Hot News
Hot News
Copyright © 2025 Jiangsu Huada Centrifuge Co., Ltd. All Rights Reserved Privacy policy
No. 88 Qigan Road, Yangshe Town, Zhangjiagang City, Jiangsu Province, China
Copyright © 2025 Jiangsu Huada Centrifuge Co., Ltd. All Rights Reserved Privacy policy
 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 IS
IS
 LO
LO
 LA
LA
 MN
MN
 MY
MY
 KK
KK
 UZ
UZ
 IT
IT