
 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 IS
IS
 LO
LO
 LA
LA
 MN
MN
 MY
MY
 KK
KK
 UZ
UZ
 IT
IT

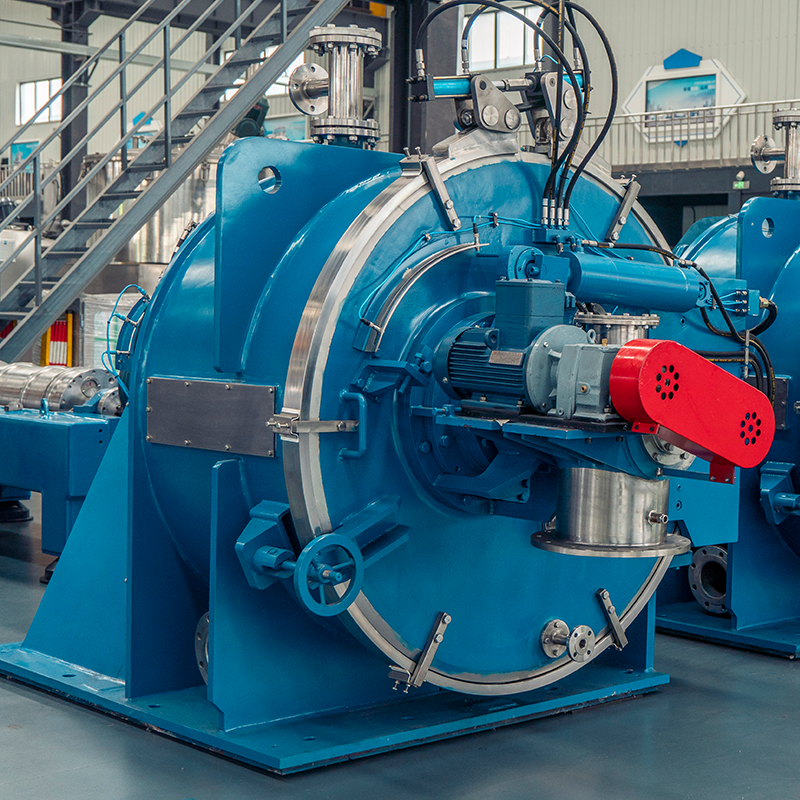




How Screen Worm Centrifuges Can Improve Solid-Liquid Separation Efficiency
Explore how screen worm centrifuges revolutionize solid-liquid separation with dual-phase centrifugal force, advanced G-force optimization, and energy-saving designs. Learn about their applications in pharmaceuticals, food processing, and recycling.
View More



