Tailored Solutions for Diverse Industries
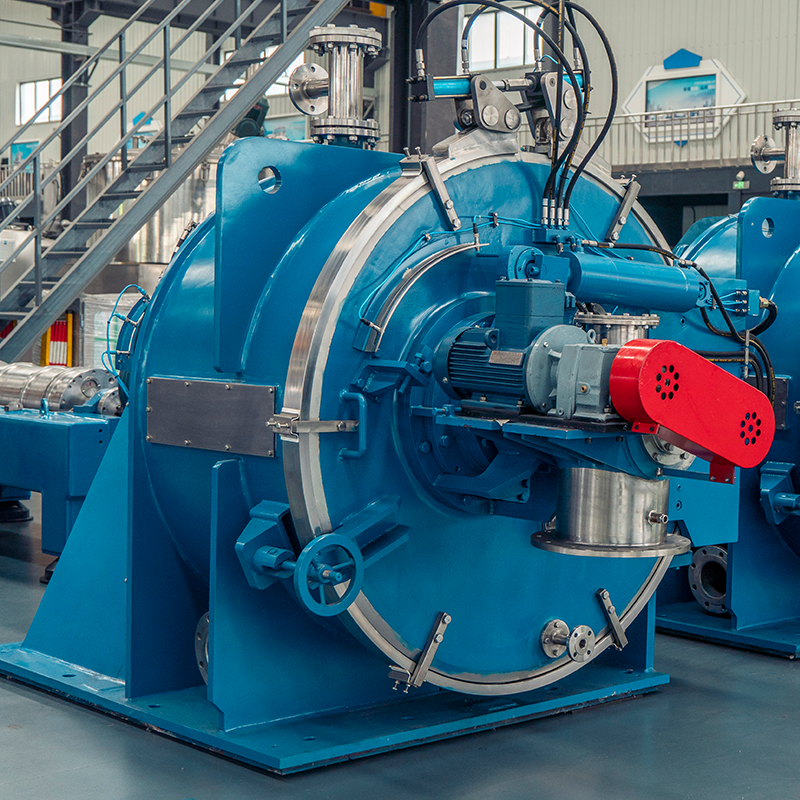
Understanding that each industry has unique separation challenges, our High Efficiency Worm Centrifuge is designed to be versatile and adaptable. We work closely with our clients to customize solutions that meet their specific needs, whether in wastewater treatment, food processing, or chemical manufacturing. This customer-centric approach ensures that our centrifuge not only meets but exceeds client expectations. By providing tailored solutions, we help our clients improve their separation processes, enhance product quality, and achieve operational excellence. Our commitment to innovation and customer satisfaction sets us apart in the centrifuge manufacturing industry.

 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 IS
IS
 LO
LO
 LA
LA
 MN
MN
 MY
MY
 KK
KK
 UZ
UZ
 IT
IT