Unmatched Performance of High Capacity Decanter Centrifuge
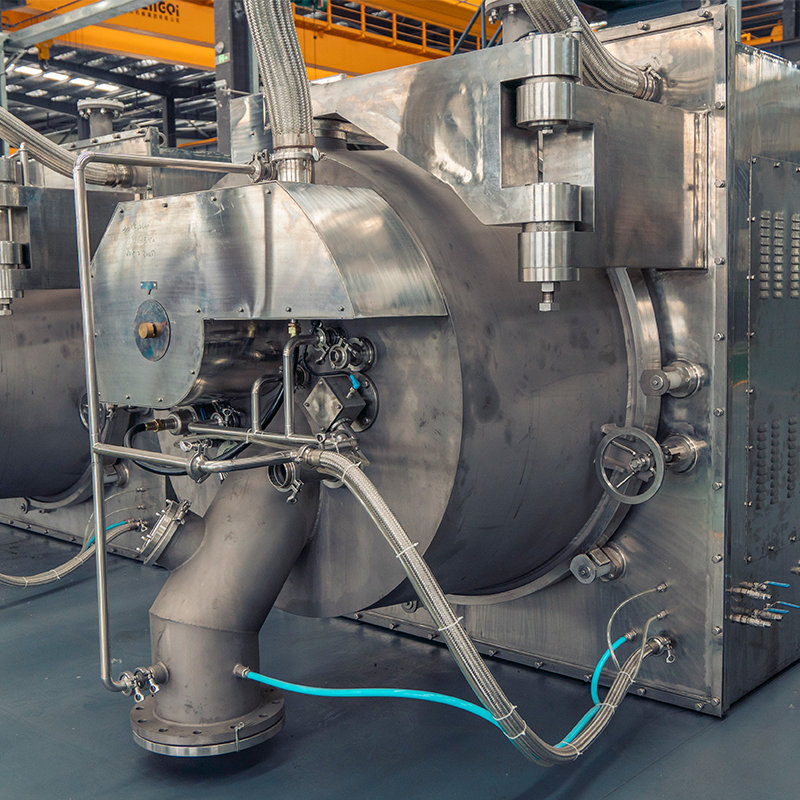
The High Capacity Decanter Centrifuge from Jiangsu Huada Centrifuge Co., Ltd. stands out in the market due to its superior design and engineering. Our centrifuges are designed to handle large volumes of material efficiently, providing exceptional solid-liquid separation. With a focus on technological innovation, our decanters offer high separation efficiency, reduced operational costs, and minimal maintenance requirements. The robust construction ensures longevity and reliability, making it an ideal choice for industries such as wastewater treatment, food processing, and chemical manufacturing. Our commitment to quality and customer service guarantees that each client receives tailored solutions that meet their specific needs.
Get A Quote

 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 IS
IS
 LO
LO
 LA
LA
 MN
MN
 MY
MY
 KK
KK
 UZ
UZ
 IT
IT