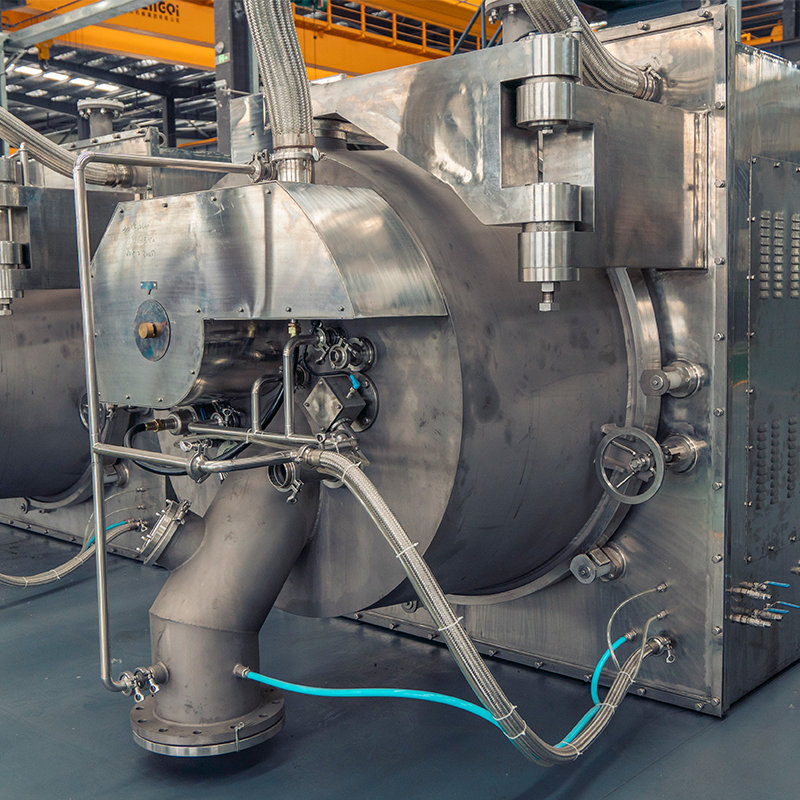
Unmatched Performance with High Capacity Industrial Centrifuges
Jiangsu Huada Centrifuge Co., Ltd. offers high capacity industrial centrifuges that stand out in the market for their superior efficiency and reliability. Our centrifuges are engineered with advanced technology to ensure optimal separation of solids and liquids, catering to various industrial applications. With a focus on innovation, we provide customized solutions that meet the specific needs of our clients, ensuring maximum productivity and cost-effectiveness. Our commitment to quality management guarantees that every centrifuge meets stringent international standards, making us a trusted partner in the filtration and separation machinery industry.
Get A Quote

 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 IS
IS
 LO
LO
 LA
LA
 MN
MN
 MY
MY
 KK
KK
 UZ
UZ
 IT
IT